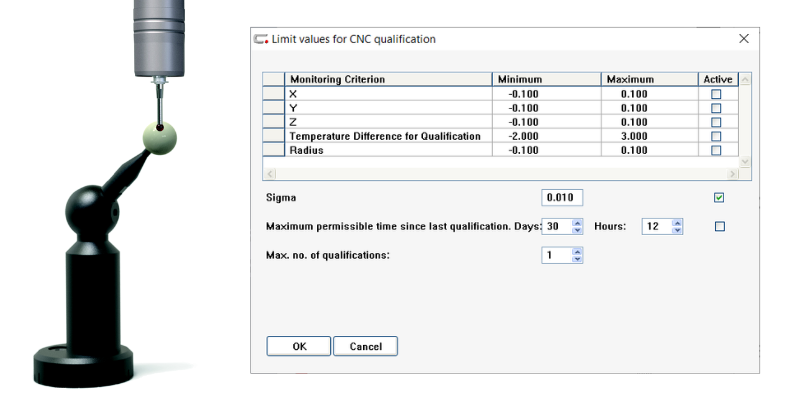

Los valores límite son valores que permiten establecer un criterio y determinar si la calibración de un palpador es correcta o incorrecta.
Los criterios que se pueden determinar en los valores límite son ocho y todos están relacionados con el proceso de calibración; por defecto solo viene un criterio activado y es tal vez el mas importante, la desviación estándar (sigma).

Para entender la importancia de este valor, algunos conceptos previos a conocer son:
Dispersión
En estadística, la dispersión también indica la distancia a la que se encuentran las medidas influidas por la coincidencia. En consecuencia, también nos da una idea de lo exactos que son los resultados de las mediciones.
Cuando se trabaja con muchos puntos diferentes de un objeto geométrico medidos con una precisión específica, se necesita información sobre la fiabilidad de las mediciones. La dispersión puede proporcionar información valiosa respecto a esto.
Sigma
El cuadrado de la dispersión, σ², es el valor medio de las diferencias al cuadrado (desviaciones) de todos los valores medidos xi con respecto al valor medio determinado para estos valores medidos, x̄.
σ²= 1/n Σ (xi - x̄)²
La dispersión σ (sigma) puede calcularse a partir de la raíz cuadrada de este número.
Cuanto más cerca estén las mediciones individuales de su valor medio, menor será la dispersión y la desviación probable del valor medio respecto al valor realmente medido.
Si la dispersión es demasiado grande, el valor determinado no puede asumirse como el valor real con suficiente certeza, es decir, puede estar fuera del margen de tolerancia deseado.
Valores límite
Monitorear los resultados entorno a la calibración puede ayudar a identificar errores o fallas, al marcar alguna de las casillas de los valores limite, el software enviara una alerta cuando se superen los limites; así el usuario podrá corregir y evitar resultados erróneos en las mediciones.
Criterios
Los criterios están compuestos por:
- Valores de X,Y,Z: Su variación puede indicar un palpador flojo.
- Temperatura: Cambios en el ambiente, potencialmente afectar materiales del palpador (extensiones, vástago, etc.).
- Radio: Un desgaste en la bola del palpador.
- Sigma: Un valor alto puede indicar muchas causas potenciales, pero el valor de aceptación depende de factores como:
- Resolución y precisión de la MMC.
- Longitud y rigidez del palpador.
- Calidad del sistema de palpadores.
- Calidad de la punta del palpador.
- Limpieza del entorno.
- Tiempo entre calibración: Valida que los palpadores tengan un intervalo de calibración valida acorde al proceso.
- Número máximo de calibraciones: La cantidad maxima de calibraciones para un resultado valido.
Los valores límite se pueden configurar de forma individual o de forma global y de forma complementaria se pueden definir acciones si se incumple alguno de los criterios.