
En el análisis dimensional de piezas de alta precisión, especialmente cuando hablamos de forma (como redondez, rectitud, planicidad o perfil), la calidad del resultado de medición depende directamente del tratamiento que hacemos sobre los datos recolectados. Aquí es donde entran conceptos clave como el filtrado, el pre-filtrado y la gestión de valores atípicos.
Una medición de forma tiene varias características dentro de la que destaca la cantidad de puntos o de información necesaria para representar la forma de la geometría a evaluar. Cuando se realiza la medición, los datos incluyen además de la forma, la rugosidad, vibraciones, ruido, valores atípicos, etc. Los cuales pueden hacer que el resultado se dispare considerablemente, obteniendo una desviación mayor y posiblemente variabilidad.

En el ejemplo de la imagen se muestran dos de los componentes que se pueden obtener de la medición de un perfil, la forma y la rugosidad. Para obtener uno u el otro se debe de aplicar un filtro, el cual se encarga de suprimir las ondulaciones largas o cortas de los datos de medición.
¿Qué pasa si no se aplica ningún filtrado?
Cuando tomamos una medición directa sin aplicar ningún tipo de filtro, el perfil capturado incluye todas las irregularidades presentes:
- Ruido electrónico o mecánico,
- Rayones, imperfecciones aisladas,
- Ondulaciones grandes causadas por deformaciones térmicas o tensiones residuales
- E incluso picos o valles por rebabas o contaminación.
Esto puede distorsionar gravemente la evaluación, generando valores de forma más alta que los reales, afectando directamente la conformidad de una pieza.
¿Qué es el filtrado y cómo se aplica?
El filtrado es un proceso matemático que separa componentes de distintas escalas de longitud de onda dentro del perfil medido. Se aplican generalmente dos tipos de filtros:
- Filtro de pasa altas (λc): Elimina ondulaciones grandes (forma) para enfocarse en la rugosidad.
- Filtro de pasa bajas (λs): Elimina detalles muy finos o ruido, para enfocarse en la forma.
En la medición de forma, por ejemplo redondez o cilindricidad, se utilizan filtros especiales (como filtros Gauss o filtros de forma con cutoff en revoluciones por unidad de medida) para evitar que la rugosidad contamine la evaluación del contorno principal.
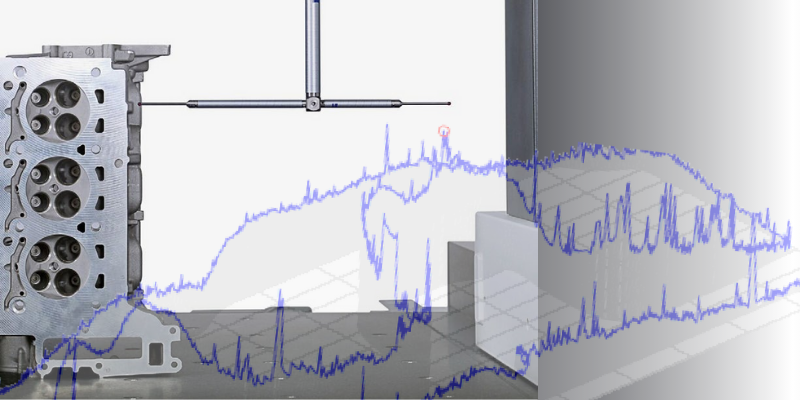
 Del lado izquierdo se muestra la medición sin filtro y del lado derecho con la aplicación de un filtro pasa bajas (UPR 15).
Del lado izquierdo se muestra la medición sin filtro y del lado derecho con la aplicación de un filtro pasa bajas (UPR 15).
¿Qué es el pre-filtrado?
El pre-filtrado es una etapa previa donde se eliminan manual o automáticamente valores extremos (outliers) o picos aislados que podrían provocar errores estadísticos en el filtrado principal. También puede implicar el suavizado inicial del perfil cuando este contiene discontinuidades o ruido de medición excesivo.
Se utiliza para:
- Evitar que un valor atípico desvíe la línea de referencia.
- Mejorar la estabilidad del cálculo, especialmente en piezas con geometrías irregulares o acabados críticos.
Ejemplo, medición de planicidad:
 El pre-filtrado elimina temporalmente las desviaciones de forma de baja frecuencia del plano. Esto facilita el reconocimiento de los valores atípicos reales.
El pre-filtrado elimina temporalmente las desviaciones de forma de baja frecuencia del plano. Esto facilita el reconocimiento de los valores atípicos reales.
Valores atípicos (outliers)
Un valor atípico en metrología puede tener múltiples causas: suciedad en el equipo, daño en el palpador, rebabas o defectos puntuales. Si no se detectan ni tratan correctamente, estos valores pueden falsear el cálculo del error de forma, haciendo que una pieza buena parezca fuera de especificación.
Es importante definir aspectos como:
- Cuantos valores atípicos se deben de eliminar.
- Cuantas iteraciones se deben de definir.
Prueba de repetibilidad
Se realizo la medición de la planicidad 50 veces del plano en una carcasa de aluminio. Los resultados de medición se analizaron en tres aspectos principales:
- Medición sin emplear ningún método de filtrado o valores atípicos.
- Medición sin uso de pre-filtrado.
- Medición con uso de pre-filtrado.

La medición se dispara principalmente por los outliers en la pieza, mostrando así mismo mayor rugosidad en la superficie del plano.

Segundo resultado, se aplica método de filtrado y eliminación de valores atípicos, mejorando significativamente la medición pero eliminando una gran cantidad de puntos, pasando de mas de 3500 puntos a poco menos de 2500 puntos.

Tercer resultado, aplicación adicional del pre-filtrado. Facilitando la identificación de valores atípicos, para el calculo empleo poco mas de 3200 puntos, reduciendo la perdida de información para la evaluación.
Resultados
Después de realizar el estudio de repetibilidad con 50 piezas, se obtienen mejores resultados utilizando el método de pre-filtrado.

Los resultados generaron un valor de Cg de: 0.77, para una tolerancia de: 0.05 mm. Y el rango fue de: 23 µm

Los resultados generaron un valor de Cg de: 5.67, para una tolerancia de: 0.05 mm. Y el rango fue de: 4 µm
Los gráficos del método de pre-filtrado de las mismas series contienen muchos más puntos de palpado y una baja variación en cuanto al número de puntos, lo que produce resultados más fiables para la planicidad.
Conclusión
Aplicar correctamente métodos de filtrado, pre-filtradi y valores atípicos en la medición de forma no es opcional: es parte fundamental de obtener resultados confiables y trazables. Los sistemas modernos permiten ajustar estos parámetros, la mayoría de los softwares de medición ya incluyen bastantes parámetros enfocados a estas opciones.
💡 Consejo: Documenta siempre qué tipo de filtro usaste y bajo qué condiciones fue realizada la medición. Esto asegura repetibilidad y claridad ante auditorías o evaluaciones técnicas.
Para más detalles, soporte y asesoría, no dudes en contactarnos. Créditos por información e imágenes a Zeiss.
Compartir: