En metrología industrial, un resultado no siempre significa que la pieza esté mal. En muchos casos, los valores de la medición se ven influidos por lo que ocurre alrededor de la CMM y dentro de tu sistema de medición: variaciones de temperatura, humedad, vibración, eventos de colisiones, deflexión del palpador o incluso condiciones anómalas derivadas del uso continuo del equipo.
Los fabricantes de CMM se están percatando de la importancia de registrar todos los datos de las variables y elementos que afectan o influyen en los resultados. Estos nuevos productos y soluciones se ven cada vez más frecuentemente en el mercado de la metrología y están orientadas a registrar en tiempo real variables ambientales y eventos que pueden afectar la confiabilidad de los resultados.
Para las áreas de metrología y calidad, esto cambia el enfoque: ya no se trata solo de obtener un valor dimensional, sino de entender qué condiciones acompañaron ese valor. Registrar y analizar estos datos permite distinguir entre una pieza fuera de especificación y una medición alterada por el entorno o por la condición del sistema de medición.

¿Qué factores pueden influir en el resultado?
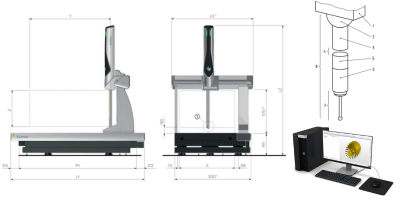
Para una CMM ubicada cerca de producción, los factores ambientales dejan de ser un elemento menor y se vuelven variables críticas. Aplicaciones como PULSE de Hexagon indican que monitorean la temperatura, humedad, vibración, colisiones y deflexión del palpador, precisamente porque estas condiciones pueden impactar directamente los resultados.
1. Temperatura y gradientes térmicos
La temperatura no solo afecta la pieza; también influye en la estructura de la máquina, el sistema de palpado (componentes, accesorios) y la estabilidad general del proceso de medición. Cuando la inspección ocurre en piso y no en un ambiente controlado, los cambios térmicos pueden introducir variación suficiente para comprometer la trazabilidad del resultado.
2. Vibración y colisiones
La vibración de montacargas, prensas, tránsito interno o maquinaria cercana puede alterar la estabilidad del sistema durante la medición. Además, un evento de colisión puede no generar una falla evidente inmediata, pero sí dejar dudas sobre la validez de los resultados posteriores. Una falla asociada a la vibración es las maquinas Zeiss es el error: 418 Problem with floating mean value formation. Regularmente asociados a inestabilidad en el sistema o vibración.
3. Datos del sistema de palpado
Los valores de la deflexión del palpador deberían de ayudar a distinguir entre vibraciones generales del entorno y colisiones que realmente pueden requerir recalibración o intervención. Este punto es clave ya que evita seguir midiendo con un sistema comprometido.
4. Desgaste y uso acumulado
Aunque no todo desgaste se detecta con una sola variable, el registro histórico de eventos, alertas, condiciones ambientales y comportamiento de la máquina permite construir un contexto operativo mucho más sólido. En la práctica, esto ayuda a correlacionar resultados inestables con uso intensivo, mayor estrés mecánico o recurrencia de incidentes.

Impacto metrológico
Cuando no se registra el contexto de medición, la organización pierde capacidad para responder preguntas críticas, como:
- ¿La variación provino de la pieza o del entorno?
- ¿Hubo una colisión previa al resultado sospechoso?
- ¿La vibración excedió límites durante la medición?
- ¿El sistema de palpado mostró un comportamiento fuera de lo normal?
El impacto no es menor. Hexagon señala que esta visibilidad adicional ayuda a reducir retrabajo, evitar resultados falsos y mantener la confianza en la inspección, especialmente en ambientes no controlados.
Desde la perspectiva de calidad, esto fortalece dos frentes:
- Repetibilidad y reproducibilidad: menor variación no explicada en el sistema de medición.
- Toma de decisiones: mayor confianza para liberar producto, detener proceso o escalar.
¿Vale la pena registrar y analizar estos datos?
Sí, especialmente cuando la CMM está integrada al flujo productivo y no aislada en un laboratorio. El valor no está solo en “tener alarmas”, sino en crear una capa de evidencia técnica para interpretar mejor cada medición.
Los beneficios más claros son:
- Trazabilidad adicional del resultado de medición.
- Diagnóstico más rápido ante resultados atípicos.
- Menos falsas no conformidades y menos retrabajo.
- Mejor disponibilidad del equipo al diferenciar entre incidentes reales y variaciones del entorno.
- Base de datos útil para mejora continua, SPC avanzado y analítica.

Datos, industria e IA: el siguiente paso
Aquí es donde la conversación se vuelve estratégica. Sistemas como PULSE puede integrarse con sistemas externos y exponer datos a PLC, MES, dashboards y software de automatización; además, de la posible integración con terceros.
Eso significa que los datos ambientales y de eventos ya no deben quedarse en un historial pasivo. Bien estructurados, pueden alimentar modelos de:
- Detección de anomalías
- Correlación entre condiciones ambientales y dispersión dimensional
- Alertas predictivas
- Priorización de recalibración o inspección del sistema de palpado
- Mantenimiento basado en condición
La IA aplicada a la metrología industrial no reemplaza el criterio técnico; lo potencia. Su mayor valor aparece cuando existe un historial confiable de variables que explican por qué una medición cambió.
Conclusión
La CMM no mide en el vacío. Mide dentro de un entorno físico y operativo que puede modificar el resultado. Por eso, registrar variables como temperatura, vibración, colisiones, deflexión del palpador y eventos ligados al uso del equipo deja de ser un lujo y se convierte en una práctica cada vez más importante para asegurar calidad, confiabilidad y trazabilidad.
En AppsCMM, entendemos la importancia de identificar los elementos que influyen en la medición y su impacto. Solicita una consultoría y ve la importancia de identificar los elementos que influyen en la medición y su impacto.
Créditos a Hexagon, información e imágenes.
Compartir: